Redundant valve manifolds for increased safety and reduced costs in oil, gas and chemical applications

Achieving the goals of process safety and reliability in upstream and downstream oil, gas and chemical applications is a challenge that design engineers across the Process Industry have faced for many years.
Working with high-value, but potentially dangerous materials such as crude oil, natural gas, chemicals and petrochemicals presents a unique set of challenges. The need to reduce, or even better avoid unplanned production stoppages are at the forefront of the design and maintenance engineers’ minds.
The typical solution in these applications is to introduce redundant valve systems. Redundant valve systems are recognised as the optimum way of achieving process safety and reliability in these challenging applications.
Redundant Valve system options
Some processing plants still use a single valve for process control – this introduces a number of issues:
- There is no redundancy to shut off production in the event that the valve fails
- There is no guarantee that production can be rapidly restored.
With unplanned interruptions costing up to as much as £1 million per day in lost production, and the significant health, safety and legal issues associated with mechanical problems or systems failure, the need for redundancy is usually considered.
Two out of two redundant valve systems
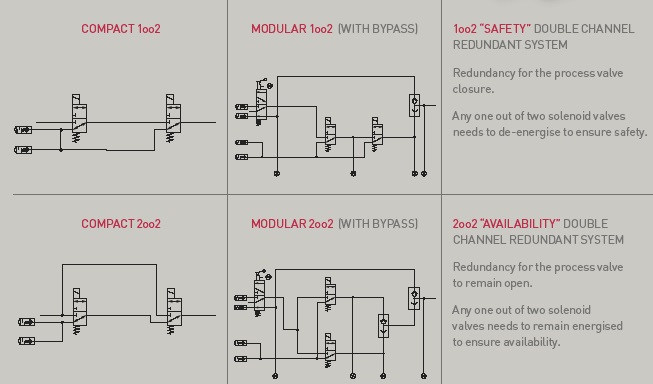
The solution in applications where unscheduled interruptions are not acceptable is to use a ‘two out of two’ valve manifold system. A 2oo2 system contains 2 valves which will allow media to flow even if one valve fails.
One out of two redundant valve systems
In safety critical applications, where the need to immediately shut down processing is paramount, a ‘one out of two’ system, or 1oo2 system is usually used. If one of the 2 valves sticks in the open position or if the valve fails, the other valve can be used to shut-off production.
Problems with Redundant Valve Systems
The common redundant systems described above, unfortunately can lead to array of problems:
- In traditional redundant systems, the valves are bolted to a backplate and connected together using stainless steel or hard pipes. Once a configuration has been chosen, it cannot be easily altered without the costly and time-consuming addition of another backplate.
- Even if a system is made up of only SIL-rated components, the system itself will not be SIL-approved.
- Local or International standards may not be met – either by poor system design, incorrect specifications, poor installation and configuration.
- Volume of components used can be problematic – every extra component creates a potential leakpath, especially as the distance between components increases.
- Significant levels of downtime, at a significant cost. Upon the occurrence of unscheduled maintenance or replacement, the entire process will have to be shut done, even for minor maintenance to the valve system.
- Difficult to manage valve failure – in the 1oo2 or 2oo2 systems, there is no indication that one of the two valves have failed until or unless both of the valves fail.
Redundant Valve Manifolds
The solution is the innovative redundant valve manifold systems from Norgren.
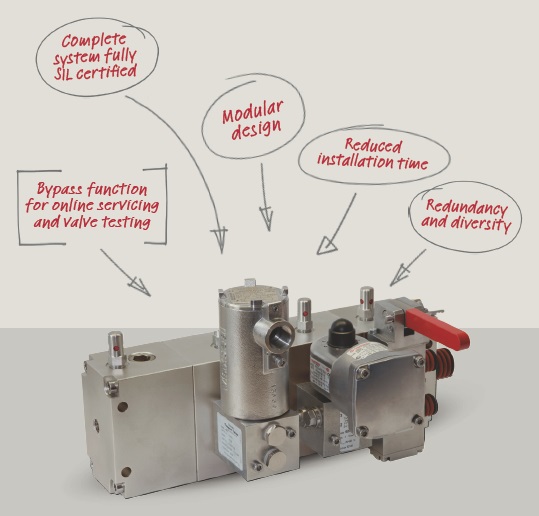
The RVM system by Norgren is a true manifold system available for redundant applications in the oil, gas, chemical and petrochemical sector. RVM systems are modular units, which negate the need for pipework by incorporating all functions governing both safety and availability in an integrated valve control unit.
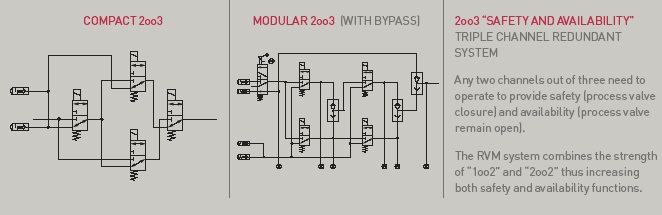
The RVM system is available in 1oo2 and 2oo2 configurations, and is also available in 2oo3 configuration; any 2 out of the 3 channels need to operate providing ‘safety’ (process valve closure) and ‘availability’ (process valve remain open).
Benefits of the RVM:

- All possible configurations: 1oo2, 2oo2 and 2oo3, suitable for virtually all applications.
- Compact: Based around the proven technology of the Herion and Maxseal valves, the unit is designed to have the same footprint to allow for easy integration.
- Simple to install: The unit has just one inlet and one outlet, making installation quick and simple.
- SIL-approved: The complete unit is SIL-approved, whilst still being able to operate between temperatures of -60°C and 90°C.
- Quicker maintenance & replacement: Each unit features visual valve status indicators and/or electrical sensors to provide information on when a fault has occurred.
- Reduced interruptions and downtime: Options for a manual or electrical by-pass systems to facilitate online servicing and testing of solenoid valves without having to shutdown the entire process.
To learn more about Norgren’s RVM’s watch this 3d animation:
Norgren's RVM brochue was used in the compilation of this article, click here to view the RVM brochure. To contact Norgren directly, click here to view their PIF Profile.
Do you have any experience of RVM's in Oil, Gas or Petrochem applications? We would love to hear views in the comment section below.
Company Profile
MGA Controls Ltd
MGA Controls are a leading Control & Instrumentation company delivering high-quality products and services to the industry since 1986.
Get the latest process industry news
Interested in receiving even more industry-leading news from Process Industry Forum delivered directly to your inbox? Then sign up to our free newsletter. Bringing you the latest news, trends, innovations and opinion from across the process industry, our exclusive newsletter gives you all the industry insights of the moment in one, easy-to-digest bulletin. Stay ahead of the competition with regular process industry news instalments from PIF.
