Subsea tiebacks: using specialist valve trim technology to prevent chemical dosing failures
One of the principal challenges in designing and operating subsea systems is enabling flow assurance through effective hydrate management. Unplanned outages resulting from hydrate formation are a known field risk and valve specialists Koso Kent Introl (KKI) have vast experience in ensuring these risks are effectively managed.
In the designing, operating and maintaining of a subsea tieback, an operator has multiple challenges to consider. The way they choose to overcome these challenges will determine the system’s reliability and operability, as well as its ongoing profitability. Ideally, KKI will work closely with customers at the design stage to recognise the potential valve flow assurance problems within a tieback, and ensure the eventual design accommodates these.
Sometimes, however, the call for assistance comes later in the process. In recent times, Yorkshire-based KKI was approached by a major oil operator, who required specialist assistance to overcome a hydrate management problem in an existing chemical dosing system within a subsea tieback.
Several manifold MEG dosing valves had failed prematurely within the chemical dosing manifold, and the operator was seeking an ongoing solution that would eliminate the risk of this occurring elsewhere in the system in the future.
Subsea Tieback application challenges
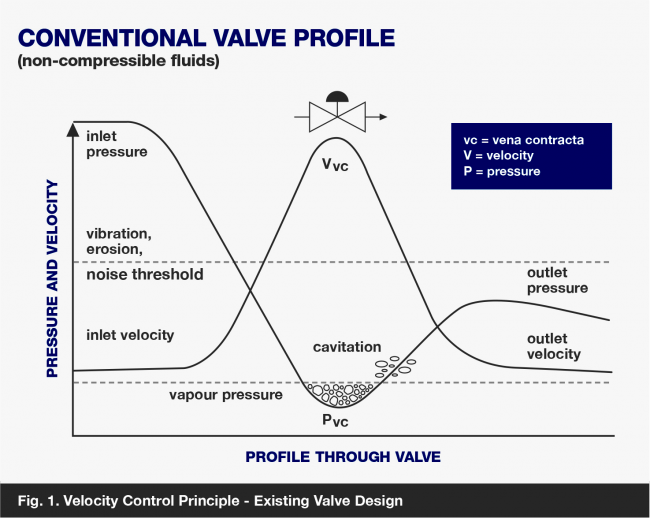
Prior to the tieback being implemented, pressures in the pipeline had been relatively low (60 barg inlet pressure, with only a modest drop to 30 barg outlet pressure). The dosing valves had therefore been able to cope with the flow and DP. With the introduction of a new, higher pressure well tieback to the field later in its life, inlet pressure had subsequently increased to 350 barg. The high velocities and energy levels arising from this greatly increased pressure drop had caused failures in the existing single stage valves well before the end of the commissioning period. Sand erosion was also a major problem, known to be contributing to the valves’ poor performance. The failure of the valves was causing costly, unacceptable interruptions to production in the field.
Specialist control valves for subsea applications
In creating a suitable solution for the operator, KKI explored a wide range of application considerations, including rangeability, operating speed and retrievability.
The KKI subsea engineering team are ever-mindful of the fact that the inaccessibility of any subsea application requires that system and components need to be designed for high reliability and low maintenance.
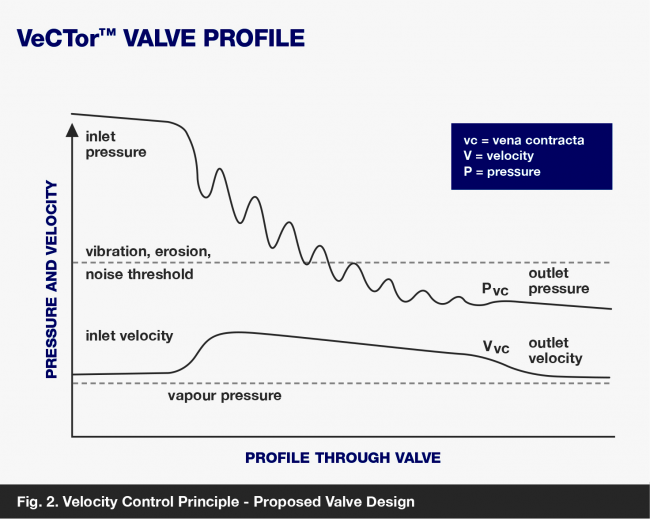
The valve proposed by the KKI team incorporated a multi-spline trim, with the flow sleeve and plug constructed as an insertable cartridge, allowing multiple stages of pressure drop to ensure that cavitation would not occur throughout the known flow range. The multi-spline trim option would be able to achieve the required rangeability (turndown) of 200 to 1, due to the very precise fit of the plug within the seat.
The figures below illustrate the Velocity Control principle for the existing valve design, and for the proposed, multi-spline trim design.
Material selection for subsea valves
The other major consideration was material selection. A range of scenarios were modelled, considering the effects of pressure drop for different materials at every stage of let-down, and determining long-term erosion rates for each. Materials considered included Inconel (cladding), various grades of Stainless, Stellite and Tungsten Carbide.
Guided by the KKI team, the operator selected the solid Tungsten Carbide option, and valve production took place at Kent Introl’s facility in Brighouse, Yorkshire.
Although the requirement was for a subsea application in this instance, the same benefits, of cavitation elimination, reduced maintenance frequency and prolonged life are equally applicable in severe service topside applications.
Company Profile
Koso Kent Introl Ltd
KKI specialises in the supply of standard service control valves, severe service control valves, high-technology surface choke valves and high-performance rotary valves for the oil and gas, petrochemical and power industries.
Get the latest process industry news
Interested in receiving even more industry-leading news from Process Industry Forum delivered directly to your inbox? Then sign up to our free newsletter. Bringing you the latest news, trends, innovations and opinion from across the process industry, our exclusive newsletter gives you all the industry insights of the moment in one, easy-to-digest bulletin. Stay ahead of the competition with regular process industry news instalments from PIF.
